
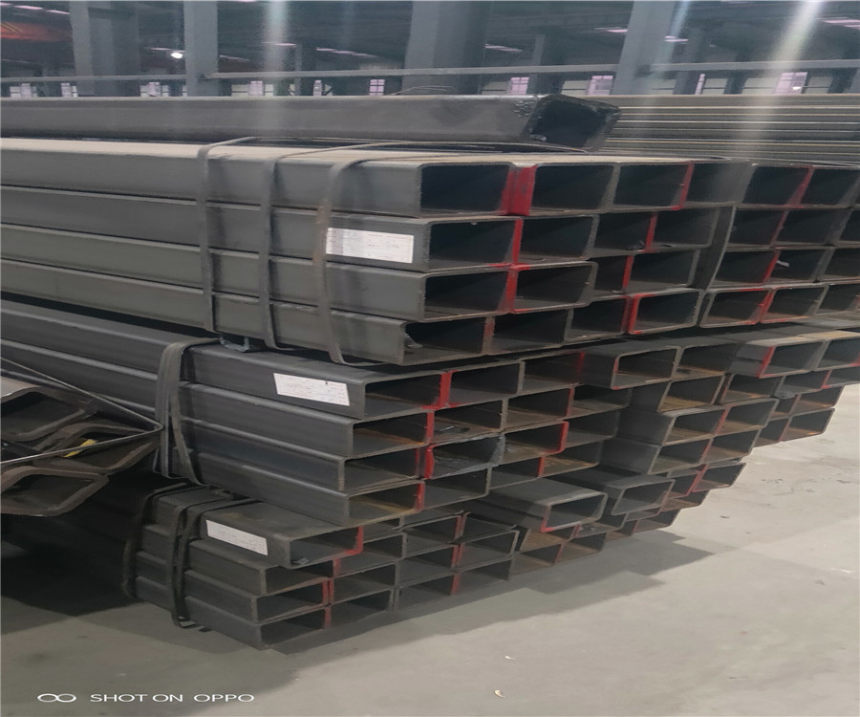
孝感镀锌方管 征图钢业 300*200*5方管 可定尺长度厚度
发布用户:wxzt123
发布时间:2024-11-15 12:23:33
*5方管 可定尺长度厚度
无锡征图钢业有限公司是一家以生产矩形钢管为主的方管厂作为专业矩管生产,无缝方管生产企业,矩形钢管生产工艺采用先进的热轧钢管生产线生产,产品销往 ,并部分出口,同时对外承揽来料业务,可根据客户需求生产各种非型号和各种钢号钢管。公司是一家专业生产高频焊接方矩管的生产企业。 车间配备有30条高频焊接生产线,这些先进的设备均由专业化的微机操作。作为方管、矩管的生产商之一,我们的年产量近100万吨。 型方管,以及冷弯异型管、口型钢、热轧方管、非标圆管。特大型600× 600× 25方管生产线、生 25mm,材质普碳钢、不锈钢、锰钢、合金钢。并可生产椭圆、菱形等异型管。弯曲扭曲为1/1000以下。
1、方形管常用规格 (20# q345a—— br /> 400*4 sp; 90*90*4- 80*80 -12 70 nbsp; 60*60*4-10 4 nbsp; 50*50*4-8 30*30*2- bsp; 90*90*4-12 55*55*3-6 20*20-2-5
2、矩形管常用规格(a 0# q345a——q3 50*80 bsp; 40*50*3 nbsp; 100*60*4-10 & 25 200*80*5-15&nbs sp; 80*40*4-10 20* *5-12 60*40*4-8 10*20*2-3
本产品广泛应用于建筑工程、桥梁、钢结构网架、车辆业、机械行业、石油设备、石化设备、核工业、船舶、市政工程、等各行业。
孝感镀锌方管 征图钢业 300*200*5方管 可定尺长度厚度
出料进入冷却搅拌机进行搅拌降温至4℃以下即可出料。将混合均匀的物料在锥型双螺杆挤出造粒机组造粒。造粒流程:物料进入双螺杆挤出机加热熔化,在旋转螺杆的推力下被挤出模头,经热切装置热切后被鼓风通过输送管道输送到出口处计量包装。2标准试样的:将改性PVC粒料进行干燥除去水分,干燥温度约为8~9℃,时间为4~5小时。然后将干燥后的物料用注射机在 ~185℃、喷嘴温度17℃、注塑压力6~7MPa工艺条件射改性PVC标准试样。3.3PVC管件的:将干燥后的改性PVC粒料在FT125注射成型机成型φ2二承一插三通PV ℃,喷嘴温度177℃;注射压力:射胶1:2.6MPa,射胶2:4.3MPa,射胶3:4.6MPa,射胶4:4.8MPa;保压压力:5.5MPa;注射时间:8s,保压时间:45s,冷却时间:12 nbsp; 600x600x10-20 nbsp; 130×13 -10. < nbsp;
40×40 2.5-10 70×30 nbsp; 120×80 2.0-8.0&nbs bsp; 45×45 0 nbsp; 120×50 2.0-5.0&nbs bsp; 38×38 0 nbsp; 200×60 4.0-10.0&nb nbsp; 190×70 3.0-8.0&nbs -4.0 &n
广泛应用于钢结构建筑、石油化工、制辊、造纸机械、输油管线、水利、大型体育馆、展览馆、工业厂房、高层建筑、煤矿矿井集装箱业等领域。
无锡征图钢业有限公司是一家以生产矩形钢管为主的方管厂作为专业矩管生产,无缝方管生产企业,矩形钢管生产工艺采用先进的热轧钢管生产线生产,产品销往 ,并部分出口,同时对外承揽来料业务,可根据客户需求生产各种非型号和各种钢号钢管。公司是一家专业生产高频焊接方矩管的生产企业。 车间配备有30条高频焊接生产线,这些先进的设备均由专业化的微机操作。作为方管、矩管的生产商之一,我们的年产量近100万吨。 型方管,以及冷弯异型管、口型钢、热轧方管、非标圆管。特大型600× 600× 25方管生产线、生 25mm,材质普碳钢、不锈钢、锰钢、合金钢。并可生产椭圆、菱形等异型管。弯曲扭曲为1/1000以下。
1、方形管常用规格 (20# q345a—— br /> 400*4 sp; 90*90*4- 80*80 -12 70 nbsp; 60*60*4-10 4 nbsp; 50*50*4-8 30*30*2- bsp; 90*90*4-12 55*55*3-6 20*20-2-5
2、矩形管常用规格(a 0# q345a——q3 50*80 bsp; 40*50*3 nbsp; 100*60*4-10 & 25 200*80*5-15&nbs sp; 80*40*4-10 20* *5-12 60*40*4-8 10*20*2-3
本产品广泛应用于建筑工程、桥梁、钢结构网架、车辆业、机械行业、石油设备、石化设备、核工业、船舶、市政工程、等各行业。
孝感镀锌方管 征图钢业 300*200*5方管 可定尺长度厚度
出料进入冷却搅拌机进行搅拌降温至4℃以下即可出料。将混合均匀的物料在锥型双螺杆挤出造粒机组造粒。造粒流程:物料进入双螺杆挤出机加热熔化,在旋转螺杆的推力下被挤出模头,经热切装置热切后被鼓风通过输送管道输送到出口处计量包装。2标准试样的:将改性PVC粒料进行干燥除去水分,干燥温度约为8~9℃,时间为4~5小时。然后将干燥后的物料用注射机在 ~185℃、喷嘴温度17℃、注塑压力6~7MPa工艺条件射改性PVC标准试样。3.3PVC管件的:将干燥后的改性PVC粒料在FT125注射成型机成型φ2二承一插三通PV ℃,喷嘴温度177℃;注射压力:射胶1:2.6MPa,射胶2:4.3MPa,射胶3:4.6MPa,射胶4:4.8MPa;保压压力:5.5MPa;注射时间:8s,保压时间:45s,冷却时间:12 nbsp; 600x600x10-20 nbsp; 130×13 -10. < nbsp;
40×40 2.5-10 70×30 nbsp; 120×80 2.0-8.0&nbs bsp; 45×45 0 nbsp; 120×50 2.0-5.0&nbs bsp; 38×38 0 nbsp; 200×60 4.0-10.0&nb nbsp; 190×70 3.0-8.0&nbs -4.0 &n
广泛应用于钢结构建筑、石油化工、制辊、造纸机械、输油管线、水利、大型体育馆、展览馆、工业厂房、高层建筑、煤矿矿井集装箱业等领域。
广泛应用于金属丝网、高速公路护拦及建筑工程。具有镀层厚,抗腐蚀能力强、镀层牢固等特点。并可根据用户的特殊需求,按行业标准各种规格的镀锌丝。相对电镀锌,热镀锌生产成本较高但对环境的影响比电镀小。物理性能:热镀锌钢丝表面平滑、光洁、没有裂纹地、节、起、伤痕和锈蚀,镀锌层均匀、附着力强、耐腐蚀力持久,韧性和性极好。抗拉强度应在9Mpa-22Mpa之间(丝径Φ.2mm-Φ4.4mm)。轴承钢生产工艺流程8t电炉熔炼废钢(1%;三次进料配有天然气烧嘴和底技术)→EBT出钢倒入钢包(同时加渣料,预脱氧和Mn合金化)→钢包到加热工位→添加渣→加热和氩搅拌,加入脱氧剂和合金→钢包到真空工位脱气→浇铸成钢坯(方坯:28mm×28mm;圆坯:Φ22~325mm)。冶金进展利用底技术在电炉内快速增碳,从而大大降低钢中氧含量,减少预脱氧夹杂。在铝脱氧之后,进行铬的合金化,从而在进一步降低钢中氧含量的同时,提高了合金的率。